Piezas de aluminio que forjan del OEM 6151 para la pieza de la caja del motor del aeroplano/de la forja de las piezas de automóvil/metal/la parte que forja de aluminio
Perfil de compañía
El 10 de mayo de 2011, Shangai Jima Co. industrial, Ltd fue establecida.
El aluminio de JIMA que forjaba principalmente, y especializado en producir las piezas que forjaban grandes, precisión de aluminio, protuberancias de aluminio, forja del metal que procesaba, tratamiento térmico, etc., ha formado un proceso de producción completo de las materias primas a la cadena de aluminio de los accesorios del producto final.
El material es la vida de la forja. La calidad de forjas ha sido siempre inseparable de la calidad de materiales.
El aluminio de Jima confía en sus ventajas técnicas, a partir de la fabricación de los materiales, y la fabricación de sus propias forjas de alta calidad de la aleación de aluminio. Desde el principio de la fundición material, de la composición material, microestructura, funcionamiento, proceso material de la deformación, línea aerodinámica de la forja, tratamiento térmico de la forja, estructura metalográfica, forjando la superficie y el aspecto, forjando estabilidad termal, el etc., para controlar completamente la calidad de forjas.
Tiene experiencia rica en la producción y el proceso de los materiales de alta resistencia y desgaste-resistentes de la aleación de aluminio y de los productos de acero de aleación.
Ventaja: El aluminio de JIMA se aferra siempre a alguna acción dura disponible de los materiales de la aleación de aluminio tal como 2A12 2A14 2014 2024 2214 2218 2219 2618 2017 5083 6061 6082 7049 7075 7050 7475 7175 7A04.
Hay cerca de 175 empleados y una superficie total de 40.000 metros cuadrados.
Tiene experiencia rica en la producción y el proceso de los materiales de alta resistencia y desgaste-resistentes de la aleación de aluminio y de los productos de acero de aleación.
Nuestras ventajas
1. 3 patentes técnicas y 2 patentes prácticas relacionadas con la fusión, la cristalización, y forjar de la aleación de aluminio del alto-silicio
2. Prensas profesionales múltiples adaptadas a la velocidad de la deformación de las aleaciones de aluminio del alto-silicio
3. Dos hornos de calefacción de la frecuencia intermedia convenientes para calentar los materiales magnéticos débiles tales como aleaciones de aluminio del alto-silicio
4. Proceso que forja perfecto de diversos pistones y de placas chapoteantes, tecnología de los útiles del molde, materiales, y estándares de la inspección del producto.
5. Nuestro forro técnico fuerte es nuestra relación cooperativa cercana entre la compañía y la investigación científica de la universidad.
6. Somos empresas de alta tecnología
7. Capacidad del desarrollo: aleación de aluminio, aleación del titanio, aleación estupenda, desarrollo que forja del metal no ferroso
Detalles del producto
| Material |
Aleación de aluminio 6151 |
| Proceso |
Forja + CNC + tratamiento térmico |
| Tratamiento superficial |
Transparente, color anodizado, difícilmente anodizando, capa del polvo;
El pulir con chorro de arena, laser que talla, investigación de seda;
Niquelado, chapado galvanizado, de plata/en oro de Chrome;
Capa negra del óxido, puliendo; etc…. |
| Capacidad de la fabricación |
Depende de la complejidad de diversos productos y de cantidades |
| Experiencia |
Servicio que trabaja a máquina de aluminio durante 12 años |
| Empaquetado |
Plataformas de madera de la exportación estándar
Otra petición según sus necesidades |
| MOQ |
1pcs |
| Muestra |
Puede ser modificado para requisitos particulares |
| Molde |
Puede ser modificado para requisitos particulares |
| Plazo de ejecución |
Molde por 15-20 días
Proceso por 15-20 días
|
| OEM |
Puede ser modificado para requisitos particulares |
| Composición química de 6151 |
| Aleación |
Si |
FE |
Cu |
Manganeso |
Magnesio |
Cr |
Zn |
Ti |
Otros |
Al |
| Cada uno |
Total |
| 6151 |
0.5-1.2 |
0.10max |
0.35max |
0.20max |
0.45-0.80 |
0.15-0.35 |
0.25max |
0.15max |
0.05max |
0.15max |
Resto |
Especificaciones técnicas de 6151-T6
| Propiedades físicas |
Valor original |
Comentarios |
| Densidad |
2,71 g/cc |
AA; Típico |
| |
| Propiedades mecánicas |
Valor original |
Comentarios |
| Dureza, Brinell |
100 |
carga de 500 kilogramos con la bola de 10 milímetros |
| Dureza, Knoop |
126 |
Convertido de número Brinell de la dureza |
| Dureza, Rockwell A |
41,3 |
Convertido de valor Brinell de la dureza |
| Dureza, Rockwell B |
63 |
Convertido de valor Brinell de la dureza |
| Dureza, Vickers |
112 |
Convertido de valor Brinell de la dureza |
| Resistencia a la tensión, última |
MPa 290 |
Anillos rodados; Parte radial; T6 y T652 |
| |
MPa 303 |
Mueren las forjas; Paralelo de AXIS al flujo del grano |
| |
MPa 303 |
Mueren las forjas; AXIS no paralelo al flujo del grano |
| |
MPa 303 |
Anillos rodados; Tangencial; T6 y T652 |
| |
MPa 303 |
Anillos rodados; Axial; T6 y T652 |
| |
MPa 330 |
|
| |
28,0 MPa
°C del @Temperature 371 |
|
| |
34,0 MPa
°C del @Temperature 316 |
|
| |
45,0 MPa
°C del @Temperature 260 |
|
| |
95,0 MPa
°C del @Temperature 204 |
|
| |
MPa 195
°C del @Temperature 149 |
|
| |
MPa 295
°C del @Temperature 100 |
|
| |
MPa 330
°C del @Temperature 24,0 |
|
| |
MPa 340
°C del @Temperature -28,0 |
|
| |
MPa 345
°C del @Temperature -80,0 |
|
| |
MPa 395
°C del @Temperature -196 |
|
| Resistencia a la tensión, producción |
MPa 241 |
Anillos rodados; Axial; T6 y T652 |
| |
MPa 241 |
Anillos rodados; Parte radial; T6 y T652 |
| |
MPa 255 |
Mueren las forjas; Paralelo de AXIS al flujo del grano |
| |
MPa 255 |
Mueren las forjas; AXIS no paralelo al flujo del grano |
| |
MPa 255 |
Anillos rodados; Tangencial; T6 y T652 |
| |
MPa 295 |
|
| |
22,0 MPa
@Strain el 0.200%,
°C de la temperatura 371 |
|
| |
27,0 MPa
@Strain el 0.200%,
°C de la temperatura 316 |
|
| |
34,0 MPa
@Strain el 0.200%,
°C de la temperatura 260 |
|
| |
85,0 MPa
@Strain el 0.200%,
°C de la temperatura 204 |
|
| |
MPa 185
@Strain el 0.200%,
°C de la temperatura 149 |
|
| |
MPa 275
@Strain el 0.200%,
°C de la temperatura 100 |
|
| |
MPa 298
@Strain el 0.200%,
°C de la temperatura 24,0 |
|
| |
MPa 310
@Strain el 0.200%,
°C de la temperatura -28,0 |
|
| |
MPa 315
@Strain el 0.200%,
°C de la temperatura -80,0 |
|
| |
MPa 345
@Strain el 0.200%,
°C de la temperatura -196 |
|
| Alargamiento en la rotura |
el 2.0% |
Anillos rodados; Parte radial; T6 y T652 |
| |
el 4.0% |
Anillos rodados; Axial; T6 y T652 |
| |
el 5.0% |
Anillos rodados; Tangencial; T6 y T652 |
| |
el 6.0% |
Mueren las forjas; AXIS no paralelo al flujo del grano |
| |
10% |
Mueren las forjas; Paralelo de AXIS al flujo del grano |
| |
17%
°C del @Temperature -80,0 |
|
| |
17%
°C del @Temperature -28,0 |
|
| |
17%
°C del @Temperature 24,0 |
|
| |
17%
°C del @Temperature 100 |
|
| |
20%
°C del @Temperature -196 |
|
| |
20%
°C del @Temperature 149 |
|
| |
el 30%
°C del @Temperature 204 |
|
| |
el 35%
°C del @Temperature 371 |
|
| |
el 43%
°C del @Temperature 316 |
|
| |
el 50%
°C del @Temperature 260 |
|
| |
17%
@Thickness 1,60 milímetros |
En 5 cm |
| Módulo de la elasticidad |
69,0 GPa |
Media de tensión y de compresión. En aleaciones del Al, el módulo compresivo es el típicamente 2% mayor que el módulo extensible. Estimado de tendencias en aleaciones similares del Al. |
| Ratio de Poissons |
0,33 |
Estimado de tendencias en aleaciones similares del Al. |
| Fuerza de cansancio |
85,0 MPa
@# de los ciclos 5.00e+8 |
|
| Módulo del esquileo |
26,0 GPa |
Estimado de las aleaciones similares del Al. |
| Fuerza de esquileo |
MPa 220 |
|
| |
| Propiedades eléctricas |
Valor original |
Comentarios |
| Resistencia eléctrica |
23,0 ohm-cir-mil/ft
°C 20,0 del @Temperature |
AA; Típico |
| |
| Propiedades termales |
Valor original |
Comentarios |
| CTE, linear |
12,9 µin/in-°F
@Temperature 20,0 - °C 100 |
AA; Típico; media sobre gama |
| |
21,8 µm/m-°C
@Temperature -50,0 - °C 20,0 |
|
| |
23,0 µm/m-°C
@Temperature 20,0 - °C 100 |
|
| |
24,1 µm/m-°C
@Temperature 20,0 - °C 200 |
|
| |
25,0 µm/m-°C
@Temperature 20,0 - °C 300 |
|
| Capacidad de calor específico |
0,895 J/g-°C |
|
| Conductividad termal |
² de 1190 BTU-in/hr-ft - °F |
AA; Típico en 77°F |
| Punto de fusión |
1090 - °F 1200 |
AA; Gama típica basada en la composición típica para el >= labrado 1/4 de los productos adentro. grueso. La fusión eutéctica se puede eliminar por la homogeneización. |
| Bezante |
°F 1090 |
AA; Típico |
| Liquidus |
°F 1200 |
AA; Típico |
| |
| Proceso de propiedades |
Valor original |
Comentarios |
| Temperatura de recocido |
°F 775 |
control en la temperatura 2 a 3 horas; horno fresco a 500°F en 50°F por la hora máxima |
| Temperatura de la solución |
950 - °F 975 |
sosténgase en la temperatura para el minuto 4, y apague en agua fría; para las forjas pesadas o complicadas, apague en agua en 150 a 212°F |
| Temperatura de envejecimiento |
300 - °F 345 |
control en la temperatura 8 a 12 horas |
| Temperatura de la estampación en caliente |
500 - °F 900 |
|
Palabras claves
tubo forjado de aluminio 6151/A96005 6B02 (LD2) A6165 AB1340 AlSiMgCu/3.3214
piezas que forjan de aluminio 6151/A96005 6B02 (LD2) A6165 AB1340 AlSiMgCu/3.3214
anillos forjados de aluminio 6151/A96005 6B02 (LD2) A6165 AB1340 AlSiMgCu/3.3214
piezas de aluminio autos 6151/A96005 6B02 (LD2) A6165 AB1340 AlSiMgCu/3.3214
aleación de aluminio forjada 6151/A96005 6B02 (LD2) A6165 AB1340 AlSiMgCu/3.3214
forjas de aluminio calientes 6151/A96005 6B02 (LD2) A6165 AB1340 AlSiMgCu/3.3214
piezas frías del coche que forjan 6151/A96005 6B02 (LD2) A6165 AB1340 AlSiMgCu/3.3214
forjar componentes de la maquinaria 6151/A96005 6B02 (LD2) A6165 AB1340 AlSiMgCu/3.3214
forjar piezas de metal 6151/A96005 6B02 (LD2) A6165 AB1340 AlSiMgCu/3.3214
forjar recambios 6151/A96005 6B02 (LD2) A6165 AB1340 AlSiMgCu/3.3214
Demostración del producto

Exhibición del taller

Capacidad del equipo
Prensas de 4000T, de 3150T, de 2000T, de 1600T, de 800T, de 600T, de 550T, y de 300T
5T, 2T, 750KG, tres martillos que forjan libres
4 diámetros axiales con los diámetros de los 8M, los 5M, y los 2M
500 toneladas de prensa de forja de tres vías
prensa de la acción del doble 450T
prensa de la fricción 400T (4 sistemas)
prensa caliente de la fricción que forja 630T
4 hornos del tratamiento térmico
Sistemas del horno 6 de la calefacción de la correa de la malla
2 hornos de la frecuencia intermedia
Equipo del CNC que trabaja a máquina 8 sistemas

Inspección de la calidad
Máquina de prueba universal del material del metal
Un conjunto completo de equipo para la prueba material de la composición
Microscopio metalográfico de alta potencia (1400 veces)
Microscopio metalográfico de baja potencia (40 veces)
3D, 2.o cartógrafo de la proyección (leva)
Brinell, probador de la dureza de Weber
Máquina pulidora de la muestra
Equilibrios analíticos
máquina de marcado
Detector del defecto del polvo del fósforo
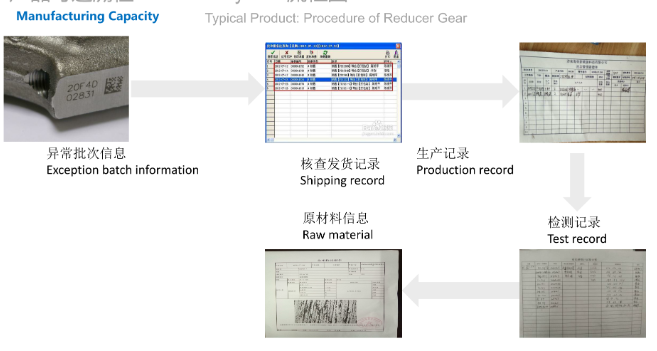
Nuestra compañía ha pasado la atestiguación de la calidad de ISO2001-9000 y ha establecido un sistema completo del control de calidad del ISO. Ahora el sistema de gestión TS16949 está en proceso.
Las instalaciones del control de calidad (equipo, instrumentos, y talentos) están disponibles, incluyendo 3 medidas de las maneras, examen metalográfico, intensidad que prueba, prueba material de la composición, inspección de la medida, etc. La base académica de la investigación se ha fundado en cooperación con universidades y la estación de tren práctica se ha puesto para los estudiantes de tercer ciclo.
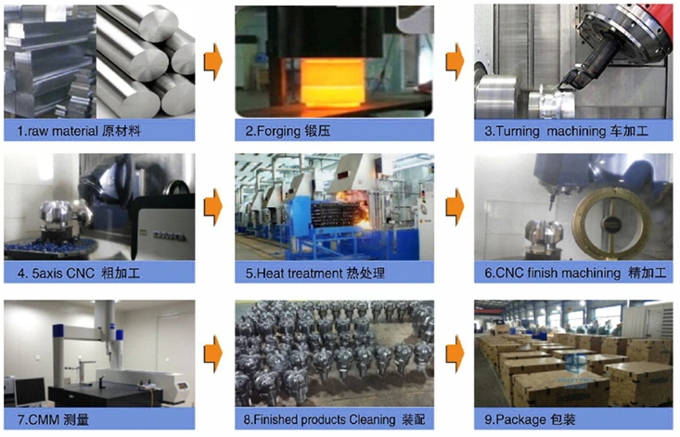
Procedimiento de la producción
Después de ventas
Package&Shipment



FAQ
Q1: ¿Dónde puedo conseguir la información del product&price?
A1: Envíenos un email de la investigación, nosotros le entrará en contacto con como recibimos su correo.
Le ofreceremos la cita en el plazo de 24 horas de trabajo después de recibir su información detallada. Para citarle más rápido y más exactamente,
provea por favor de nosotros la siguiente información así como su investigación:
1) Dibujos cad o 3D
3) Requisito material
4) Tratamiento superficial
5) Cantidad (por orden/mes/anual)
6) Cualquier demandas o requisitos especiales, tales como embalaje, etiquetas, entrega, etc.
Q2: ¿Cuánto tiempo puedo conseguir la muestra?
A2: Depende de sus elementos específicos, en el plazo de 3-7 días se requiere generalmente.
Q3: ¿Cuánto tiempo está el plazo de ejecución para el molde y las piezas que trabajan a máquina?
A3: Todo depende del tamaño y de la complejidad del molde (piezas).
Normalmente, el plazo de ejecución es 18-20 días para los moldes. Si los moldes son muy simples y no grandes, podemos trabajarlos hacia fuera en el plazo de 15 días.
El plazo de ejecución para las piezas que trabajan a máquina es alrededor 2-4 semanas.
Para la fabricación de chapa el plazo de ejecución es alrededor 3-5 semanas.
Q4: ¿Podemos firmar NDA?
A4: Seguro. Nunca divulgamos la información de clientes nadie. guardaremos su pozo de dibujo y no lo publicaremos a otros sin su permiso.
Q5: ¿Es posible saber son mis productos que se encienden sin visitar su fábrica?
A5: Ofreceremos un plan de fabricación detallado y enviaremos informes semanales con las imágenes y los vídeos digitales que muestran trabajar a máquina o el progreso plástico de la inyección.






